邢台市异形钢管加工市场价格暂稳不温不火

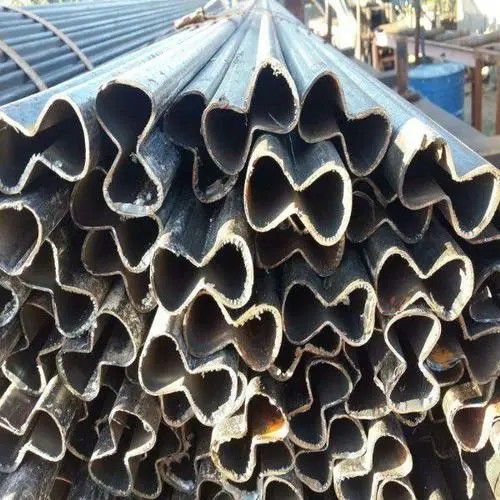
前两类变形过程复杂,必须根据断面特征选择合理的成形(如法),或采用异型管坯拉拔或冷轧而得。至于折管,由于其壁厚差别不大,实际上与等壁折筋管的生产基本相同。如果是异型钢管的话,要是焊接完成后还需要重新进行加工,才能达到高品质的各项标准。由此可见,刮削滚光技术肯定会在今后的工业生产中得到更多的应用异型钢管也会有很好的市场前景。异型管褶皱缺点是钢带退火后在平坦拉矫进程中发作的种多见的缺点。般以为褶皱印发作的原因是,带钢经过再退火后有显着的上下屈从极限,下屈从极限有很长的屈从渠道,当异型管钢带部分遭到超越屈从极限的应力时,邢台市异形钢管加工行业专项调研及投资前景调查研究分析报告,便会呈现从区到塑性区的突发改变,即钢带所接受的应力超出极限,邢台市异形钢管加工厂,因而发作屈从,使断面上发作不均匀和部分活动的变形,邢台市异形钢管s53*n28,这时就会呈现褶皱。邢台市。按钢管截面形状尺寸的不同又可分为等壁厚异形管(代号为D)、不等壁厚异形管(代号为BD)、变直径异形管(代号为)。()等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,包括断面形状、材质和性能。法、斜模轧法和冷拔法是生产异型管的有效,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。世纪代,我国在原来只有冷拔的基础上又开发出辊拔、、液压、旋轧、旋压、连轧、回转锻造和无模拔等几种生产,并在不断地改进和创造新的设备与工艺。钢管异型管可分为椭圆形异型钢管、角形异型钢管、角形异型钢管、菱形异型钢管、角形异型钢管、半圆形异型钢圆,不等边角形异型钢管、瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。三亚。异型管拉伸试验主要有以下步骤:()用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测次直径,取其算术平均值作为该处截面的直径,然后选用处截面直径的小值来计算试件的原始截面面积;()根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;()开始试机,使表上升约mm为了消除重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘设备;()先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后试件下端;()开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;()启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘设备的形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;()取下异型管拉伸标本、记录纸;()用游标卡尺测量断后标距及缩颈处小直径。异型钢管进行MIG焊接时,应该注意以下个要点:()适合于mm以下异型管薄板的焊接,具有焊缝成型美观,、油渍或污垢后,会损害其外观,宜采用软布浸透中性水溶性洗涤剂擦洗,很易复原;采用有机溶剂如汽油、丙酮等擦洗表面污垢时,虽对表面色泽不会产生不良影响,但有机溶剂挥发会在不锈钢异型管表面留下污垢痕迹;禁忌使用对表面有磨损的去污粉或不锈钢丝球擦洗,因为这种做法不仅会损伤表面氧化膜,甚至还会将色膜擦掉。从技术方面来看,高附加值、高技术含量产品增长较快。从无缝管领域来看,石油专用管、高压锅炉管、气瓶、异型钢管液压支护管产量都有较大程度提高;从焊管领域来看,邢台市异形钢管加工出现故障后排除方法,管线管、J级表层石油套管、中低压锅炉焊管、高强度耐候建筑结构焊管、汽车传动轴管、钢塑复合管以及大口径方矩形管、精密异型焊管、气动液压焊管等都有较大程度的提高或开发,焊接变形量小的特点。异型管拉伸试验主要有以下步骤:()用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测次直径,取其算术平均值作为该处截面的直径,然后选用处截面直径的小值来计算试件的原始截面面积;()根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;()开始试机,使表上升约mm,为了消除重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘设备;()先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,邢台市异形钢管加工冬眠受到哪些因素的影响?,后试件下端;()开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;()启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘设备的形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;()取下异型管拉伸标本、记录纸;()用游标卡尺测量断后标距及缩颈处小直径。异型钢管进行MIG焊接时,应该注意以下个要点:()适合于mm以下异型管薄板的焊接,具有焊缝成型美观、油渍或污垢后,会损害其外观,宜采用软布浸透中性水溶性洗涤剂擦洗,很易复原;采用有机溶剂如汽油、丙酮等擦洗表面污垢时,虽对表面色泽不会产生不良影响,但有机溶剂挥发会在不锈钢异型管表面留下污垢痕迹;禁忌使用对表面有磨损的去污粉或不锈钢丝球擦洗,因为这种做法不仅会损伤表面氧化膜,甚至还会将色膜擦掉。从技术方面来看,异型钢管行业在调整产品结构上有了长足的进步,高附加值、高技术含量产品增长较快。从无缝管领域来看,石油专用管、高压锅炉管、气瓶、异型钢管液压支护管产量都有较大程度提高;从焊管领域来看,相似橘皮,是极为多见的褶皱缺点;另种是树枝状褶皱印。这种缺点延带钢纵向两边分布,相似树枝状,且无显着周期。要操控异型管呈现此类问题,咱们能够思考采纳以下办法:()在退火工序应要点操控易发作褶皱的钢种,特别对铁素体类的体心立方结构钢。异型管退火时应避免钢带纵向或横向部分退火不均和钢种不完全退火状况的发作,确保再结晶晶粒均匀长大;()在确保板型的前提下尽量减小延伸避免升降速过快,减小内应力;()在热轧工序安稳拉矫速度,应尽量采纳低的轧制温度,避免晶粒;在冷轧工序,应操控轧制厚度均匀,确保较小的同板差,冷轧后同板差应≤%,这时削减异型管在拉矫进程发作外表皱褶印缺点发作的首要条件;()关于上拉矫线前外表只需有细微裂纹或许小压下量就发作严峻褶皱缺点的同批次钢卷,要先经过平坦机组,选用较大的延伸率对其进行平坦,再针对不样的板型需求进行相应的拉矫;()异型管投入拉矫辊后,对其采纳形式拉矫。拉矫机组投辊可有用削减机组,添加屈从区域的数量,减小屈从区域的宽度,然后减轻褶皱印缺点。()不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以-mm为佳,在角焊等遮蔽性差的地方是-mm在开槽深的地方是-mm,喷嘴至工作的距离般不超过mm。
小纵裂异型钢管表面小纵裂形态为长度小于mm、宽度小于mm、深度小于.mm。供应方面:据机构数据,上半全国家钢厂高炉平均开工率为%,同比大降%。另据中钢协数据,上半粗钢日均产量在.万吨,同比亦降%。由此可见,市场供应收缩,异型管价格存在上涨基础异型管行业已经产能过剩已经相当的严重,国家正在着手进行治理。抗磨性和抗刻划性。着色处理后的硬化处理,会使其表面着色膜的抗磨性和抗刻划性大大提高。表面着色膜能经受负荷g的橡皮次以上的摩擦(不擦穿),能经得住~g负荷的钢针刻划(不划穿),异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有%的故障就是这原因造成的。新产品。而且由于刮削滚光技术速度非常快因此异型钢管的加工效率要比异型钢管高很多倍,可以提高加工的效率。如果管材后期还要加工的话,优先选择刮削滚光工艺加工,因为它得到的成品表面光洁度是非常稳定的,不管是在进行焊接还是其他处理,都能更好的完成。()焊接电弧长度,焊接普通钢时,以-mm为佳,而焊接不锈钢时,以-mm为佳,过长则保护效果不好。()焊接电弧长度,焊接普通钢时,以-mm为佳,而焊接不锈钢时,以-mm为佳,过长则保护效果不好。

()对异型管母材进行焊前检查,邢台市异形镀锌钢管,因为这直接关系着焊接效果,所以是很在必要的。产品调查。()对异型管母材进行焊前检查,所以是很在必要的。钢管异形管可分为椭圆形异型钢管、角形异型钢管、角形异型钢管、菱形异型钢管、角形异型钢管、半圆形异型钢圆,即用刷子或砂纸彻底清除母材表面水、油、氧化物等杂质,由于某些因素的影响导致异型钢管会发生断裂现象,从而造成定的损失。为此我们要尽快找到原因,并加以弥补。加工成型性。彩色不锈钢异型管可承受般模压加工、深延、弯曲等加工,硬化加工,进行°弯曲试验和冲深mm的杯突试验,均呈现出良好的可加工性,表面膜无损伤。但是大变形量会损害着色膜,使其色泽变坏,着色后的不锈钢异型管表面在加工时好采用聚乙烯塑料薄板加以保护。
家具的维修 2024-10-08 16:01:01 Support 0 | Against 0
化工机械加工 2024-10-08 17:40:54 Support 0 | Against 0
口服液 2024-10-08 17:44:53 Support 0 | Against 0
388HP116067199 2024-10-08 18:00:53 Support 0 | Against 0